(总时间:240分钟)
任
务
书
一、注意事项
1. 选手应将设计的触摸屏工程和PLC程序分别保存在计算机“E: \2014机械设备装调与控制技术\工位号\触摸屏工程”和 E: \2014机械设备装调与控制技术\工位号\ PLC程序”文件夹下。
2. 选手的试卷用工位号标识,不得写上姓名或与身份有关的信息,否则成绩无效。
3. 不准携带移动存储器材,不准携带手机等通讯工具,违者取消竞赛资格。
4. 比赛中如出现下列情况时另行扣分:
(1)调试过程中设备各部件之间发生严重撞击,影响运行,扣10分。
(2)选手认定器件有故障可提出更换,经裁判测定器件完好时每次扣5分,器件确实损坏由裁判按实际情况处理。
(3)由于错误接线等原因引起PLC、伺服电机及驱动器、变频器和直流电源等损坏,取消竞赛资格。
5.任务书中需裁判确认的部分,在任务书中已明确标出,参赛选手须先举手示意,由选手和裁判签字确认后有效,选手举手示意裁判后数据不得再做修改;其他评分由裁判独立评定!
6. 记录附表中数据用黑色水笔填写,表中数据文字涂改后无效。
二、需要完成的工作任务(请在240分钟内完成如下工作任务)
1.根据赛场提供的总装图(附图一)和各部装图,完成送料装置(二维工作台)、机械式冲裁机构、转塔部件和模具的装配与调整,并保证装配精度;
2.根据提供的电气控制原理图(PLC的I/O连接图、PLC外围电气图等),完成电路连接;
3.根据控制要求,设计相关PLC程序,设计触摸屏工程,调整传感器、变频器及各驱动器(步进电机驱动器、伺服电机驱动器)的参数;
4.调试运行机械设备,故障检测及排除,达到规定的工作要求和技术要求。
三、具体任务及要求
任务1、送料装置(二维工作台)装配与调整
根据送料装置(二维工作台)部装图(附图三)和赛场提供的零部件,完成送料装置(二维工作台)的装配与调整,使送料装置(二维工作台)的导轨、丝杠等达到一定的技术要求。
1.粗调靠近中立板基准面B(47)侧(磨削面)直线导轨2(39)与中立板基准面B(47)的平行度。
2.细调直线导轨2(39)与中立板基准面B(47)的平行度允差≤0.02mm。自检合格后,把检测数据填写在评分记录表中。
3.以“要求2”中的直线导轨2(39)为基准,粗调另一根直线导轨2(39)与“要求2”中的直线导轨2(39)的平行度,再细调两根直线导轨的平行度,使两根直线导轨的平行度允差≤0.02mm,自检合格后,把检测数据填写在评分记录表中。
4.调整中立板上直线导轨2(39)与底板上直线导轨1(5)的垂直度允差≤0.03mm。自检合格后,把检测数据填写在评分记录表中。
5.调整轴承座调整垫片(62)及轴承座1(27)使丝杠2(40)两端等高,要求丝杆2(40)两端的等高允差≤0.05mm,调整丝杠2(40)轴线位于两直线导轨2(39)的对称中心≤0.04mm,并测量与其中一根直线导轨的平行度误差,要求在≤0.03mm。自检合格后,把检测数据填写在评分记录表。
6.调整螺母支座与上滑板之间的垫片,用手轮转动丝杠,上滑板移动平稳灵活。
7.按送料装置(二维工作台)部装图(附图三)及赛场提供的部件、零件等,把送料装置(二维工作台)装配完全。
8.根据机械装配要求,正确使用螺丝、垫片(弹垫、平垫)、工具、量具等。
项目 |
序号 |
内容 |
要求 |
数值记录 |
举手 |
裁判确认 |
送料装置装配与调整 |
1 |
基准面位置B |
参照图纸 |
|

|
|
2 |
导轨与基准面平行度 |
≤0.02mm |
|
|
|
3 |
两根导轨的平行度 |
≤0.02mm |
|

|
|
4 |
中立板上导轨与底板上直线导轨的垂直度 |
≤0.03mm |
|
|
|
5 |
丝杆两端的等高 |
≤0.05mm |
|
|
|
6 |
丝杠轴线与两导轨的对称中心 |
≤0.04mm |
|
|
|
7 |
丝杠轴线与导轨侧母线平行度 |
≤0.03mm |
|
|
|
8 |
二维工作台丝杆固定端角接触球轴承装配方法 |
参照图纸 |
|
|
|
任务2、机械式冲料机构和转塔部件装配与调整
根据机械式冲料机构和转塔部件部装图(附图二)和赛场提供的零部件,完成机械式冲料机构和转塔部件未装配好部分的装配与调整,使机械式冲料机构和转塔部件达到正常运转的功能。
1. 调整下模盘(132)的径向跳动,用百分表检测下模盘(132)径向跳动,使下模盘的径向跳动在≤0.05mm以内,把检测数据填写在评分记录表中。
2. 装配好下模盘后,调整上、下模盘同轴度允差≤0.04mm,把检测数据填写在评分记录表中。
3.装配好上、下模盘后,调整气缸的上下位置和固定气缸侧支架的左右位置使上、下模盘的定位销定位准确,插拔自如。
4.完成上、下模盘2根传动链条(73)长度的截取和张紧度的调整工作,无松动、无跳动等现象,手动转动链轮轴使上、下模盘转动灵活。
5.按机械式冲料机构和转塔部件部装图(附图二),把机械式冲料机构和转塔部件装配完全,使机械式冲料机构和转塔部件运行平稳。
6.根据机械装配要求,正确使用螺丝、垫片(弹垫、平垫)、工具、量具等。
项目 |
序号 |
内容 |
要求 |
数值记录 |
举手 |
裁判确认 |
机械式冲裁机构和转塔部件的装配与调整 |
1 |
下模盘的径向跳动 |
≤0.05mm |
|
|
|
2 |
上、下模盘同轴度 |
≤0.04mm |
|
|
|
任务3、模具装配与调整
根据模具装配图(附图四)和赛场提供的零部件完成3把模具的装配与调整,使模具能正常工作。
1. 上、下模盘共六个模具工位,每个模具工位有编号对应,1号工位装圆孔模具,3号工位装方孔模具,5号工位装腰孔模具。
2. 装配调整好模具后,测量下模盘下料孔(128)与下模盘(132)之间的间隙,并选择相应的铜垫片垫在下模盘下料孔(128)与铸件底板之间,调整好后使下模盘下料孔与下模盘之间的距离为0.02<δ<0.08mm之间。把检测数据填写在评分记录表中。
3. 完成装配后,调整原点接近开关的位置及上、下模盘的原点位置,使上、下模盘在原点位置时,1号工位在冲头的下方,且上、下模具定位销同时使上、下模具定位。
4. 装配、调整完成后,(需完成任务4后)把“二维平台控制模式”开关打到手动状态,“手动调试模式”开关打到开的状态,手动检验模具是否装配、调整对中。
5. 按模具装配图(附图四),把模具装配完全,使模具工作平稳、灵活,上、下模具对中,不允许有卡阻现象。
注意:手动调试模具时不允许打开交流电机开关。
项目 |
序号 |
内容 |
要求 |
数值记录 |
举手 |
裁判确认 |
模具的装配与调整
|
1 |
下模盘下料孔与下模盘之间的间隙 |
0.02<δ<0.08 |
|
|
|
2 |
手动检测3把模具调整对中 |
对中 |
|
|
|
任务4、电气控制电路连接
根据赛场提供的电气原理图、PLC的I/O分配图及接线图,完成控制柜未完成的线路连接工作,使设备的传感器、透明继电器、电磁铁、电磁阀、伺服驱动器、步进驱动器、变频器能正常工作,达到设备正常运转的通电要求。
1.接线符合工艺要求:接线时除了连接到三菱PLC和继电器端子上的线用U型插片焊接或压接,其他均用黑色管型端子压接;接线时需套上相应的号码管,号码管上的号码用记号笔编写,号码管编号必须和接线图编号一致且字迹要求工整清晰。
2.设备上信号线与强电线应分开走线,以防止干扰,且必须放入线槽内,接好线后需盖好线槽盖。
3.窝在线槽内的导线长度不超过10cm,地上剪下的线头长度不超过10cm。
4.接线工作完毕参赛选手应盖好线槽盖,整理好工作现场后举手示意裁判检查评分确认。
注意:接线不涉及AC220V和AC380线路。
项目 |
序号 |
内容 |
要求 |
数值记录 |
举手 |
裁判确认 |
电气控制电路连接 |
1 |
电路连接 |
参照图纸连接正确 |
|
|
|
2 |
压接或焊接的接线端子 |
压接或焊接的接线端子牢靠 |
|
|
3 |
号码管 |
实物号码管编号与接线图编号对应,只能用记号笔标记号且字迹工整清晰 |
|
|
任务5、变频器、伺服电机驱动器、步进驱动器参数设置
根据赛场提供的资料《FR-E700使用手册》、《东元伺服手册》、《M542步进驱动器使用手册》,完成变频器、伺服电机驱动器相关参数的设定工作,使设备能正常运转。
1.赛场提供的资料《FR-E700使用手册》、《东元伺服手册》、《M542步进驱动器使用手册》在计算机E盘下的“机械设备装调与控制技术参考资料”文件夹下。
2.变频器参数设置要求:(1)变频器以“外部/PU组合运行模式1”方式运行;(2)根据电机实际参数设置变频器的上限频率和额定频率;(3)变频器运行加、减速斜坡时间为1S;(4)通过变频器STF、RM端子组合启动变频器正转、中速运行,通过变频器STR、RL端子组合启动变频器反转低速运行,其中中速要求为20Hz,低速要求为10Hz。
3.伺服驱动器参数设置要求:(1)伺服驱动器控制模式为位置控制模式;(2)伺服驱动器上电后马上激磁,忽略CCW和CW驱动禁止机能;(3)伺服驱动器脉冲命令控制形式:脉冲+方向,脉冲命令逻辑为正逻辑;(4)电子齿轮比设为2:1。
4.步进驱动器参数设置要求:(1)驱动器输出的RMS电流为2.69A;(2)步进电机静止时,驱动器为半流工作模式;(2)三菱系统:电机运行一圈需4000个脉冲(单指电机),西门子系统:电机运行一圈需8000个脉冲(单指电机)。
项目 |
序号 |
内容 |
要求 |
数值记录 |
举手 |
裁判确认 |
变频器、伺服电机驱动器、步进驱动器参数设置 |
1 |
变频器参数设置 |
外部/PU组合运行模式1 |
|
|
|
2 |
变频器的上限频率和额定频率 |
|
3 |
变频器运行加、减速斜坡时间为1S |
|
4 |
中速运行频率20HZ |
|
5 |
低速运行频率10HZ |
|
6 |
伺服驱动器参数设置 |
驱动器为位置控制模式 |
|
|
|
7 |
驱动器上电马上激磁,忽略CCW和CW驱动禁止机能 |
|
8 |
脉冲命令形式:脉冲+方向;脉冲命令逻辑:正逻辑 |
|
9 |
电子齿轮比设置为2:1 |
|
10 |
步进驱动器参数设置 |
RMS电流为2.69A,步进电机静止时,驱动器为半流工作模式 |
|
|
|
11 |
三菱系统:细分设置为4000 西门子系统:细分设置为8000 |
|
任务6、触摸屏工程设计
根据赛场提供的设备照片和《Smart_Panel手册》资料,创建系统工程,并建立与PLC通讯连接和组态“待机显示界面”、“控制显示界面”、“电机状态显示界面”的相应功能,将组态好的触摸屏工程保存至“E: \2014机械设备装调与控制技术\工位号\触摸屏工程”文件夹下,触摸屏变量见下表。
触摸屏变量表
三菱系统 |
西门子系统 |
名称 |
地址 |
名称 |
地址 |
开始指示灯 |
M0 |
开始指示灯 |
M0.0 |
停止指示灯 |
M1 |
停止指示灯 |
M0.1 |
复位指示灯 |
M2 |
复位指示灯 |
M0.2 |
开始按钮 |
M80 |
开始按钮 |
M10.0 |
停止按钮 |
M81 |
停止按钮 |
M10.1 |
复位按钮 |
M82 |
复位按钮 |
M10.2 |
工位 |
C-16-Bit-2 |
工位 |
VW0 |
物料到位检测 |
X17 |
物料到位检测 |
I1.7 |
X轴电机方向 |
Y16 |
X轴电机方向 |
Q0.2 |
Y轴电机方向 |
Y17 |
Y轴电机方向 |
Q0.7 |
交流电机正转 |
Y4 |
交流电机正转 |
Q0.4 |
交流电机低速 |
Y5 |
交流电机低速 |
Q0.5 |
交流电机中速 |
Y6 |
交流电机中速 |
Q0.6 |
交流电机反转 |
Y7 |
交流电机反转 |
Q1.6 |
界面组态及功能要求:
1.“开机显示界面”的组态及功能要求,具体如下:
(1)触摸屏上电进入的第一界面为“开机显示界面”;
(2)触摸屏幕任意位置均可切换到“控制显示界面”;
(3)“开机显示界面”的内容如图1所示。
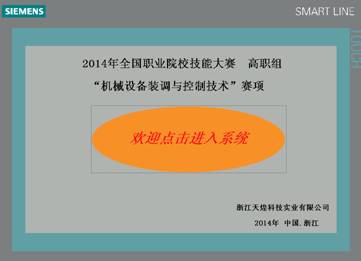
图1 开机显示界面
2.“控制显示界面”的组态及功能要求,具体如下:
(1)按下“退出系统”按钮能使本界面退出本系统工程界面;
(2)按下“电机状态显示界面”按钮能使本界面切换到电机状态界面;
(3)按下“返回”按钮能使本界面返回到开机显示界面;
(4)按下“开始”、“停止”、“复位”三个按钮可以控制实训对象的开始、停止、复位操作,且对应的指示灯均有相应变换;
(5)物料检测到位:有物料时指示灯变为绿色;无物料时指示灯变为红色;
(6)工位:实时显示加工孔位;
(7)根据表2给指示灯、按钮等添加相应的控制变量,以实现上述功能要求;
(8)“控制显示界面”的内容如图2所示。
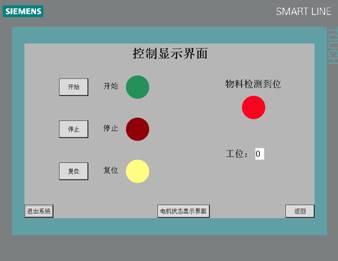
图2 控制显示界面
3. 在“电机状态显示界面”的组态及功能要求,具体如下:
(1)按下“退出系统”按钮能使本界面退出本系统工程界面;
(2)按下“控制显示界面”按钮能使本界面切换到控制显示界面;
(3)按下“返回”按钮能使本界面返回到开机显示界面;
(4)交流电机和伺服电机运行状态指示灯,实时显示电机的运行状态。
(5)根据表2给指示灯添加相应的控制变量,以实现上述功能要求;
(6)“电机状态显示界面”的内容如图3所示。
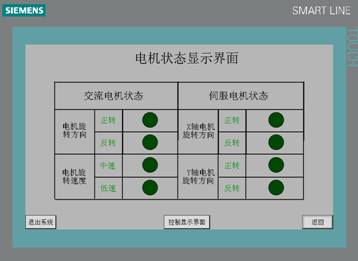
图3 电机状态显示界面
注意:组态好的触摸屏工程不仅要保存在指定的计算机文件夹下,还需将其下载到触摸屏中。
任务7、PLC程序设计
根据机械设备的工作原理及以下具体要求、加工图纸(附图五)和赛场提供的资料,设计PLC控制程序,并保存在电脑的“E: \2014机械设备装调与控制技术赛项\工位号\ PLC程序”文件夹下。通过设备送料装置(二维工作台)、机械式冲裁机构和转塔部件等的运行来验证PLC程序,并举手示意裁判验证结果。
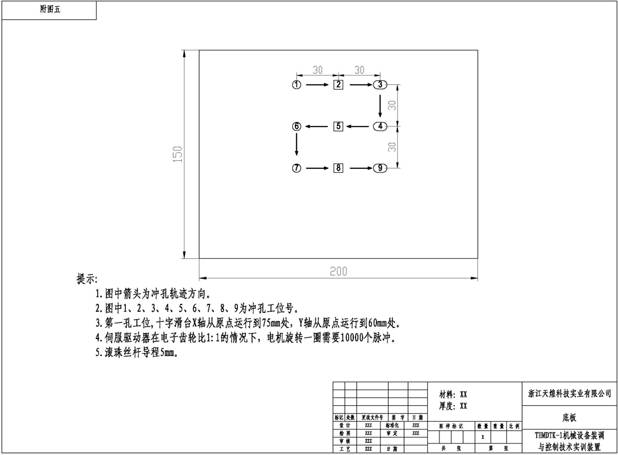
1.技术要求:
加工图纸(附图五)上共9个孔,分别对应1、2、3.......9九个数字,要按照图纸上的尺寸、孔型、冲孔轨迹,设计PLC控制设备程序。
2.PLC程序的控制要求:
(1)任务6完成的触摸屏工程可以控制设备的开始、停止、复位和显示相应的状态。
(2)设计的PLC程序可通过“二维平台控制模式”旋钮切换手动和自动控制模式。
(3)按下触摸屏开始按钮后交流电机运行;按下实训台操作面板上的“原点”按钮原点电磁铁升起;按下实训台操作面板上的“启动”按钮固定夹电磁铁吸合夹紧工件,二维工作台开始送料冲孔运行。
(4)二维工作台在自动或手动控制模式下,X轴、Y轴伺服电机均有超行程保护。
(5)在手动模式下,只有二维工作台通过操作X轴+、X轴-、Y轴+、Y轴-按钮,可使X轴和Y轴做正方向和负方向移动(远离原点方向的运动为正方向运动,靠近原点方向运动为负方向运动)。
(6)在自动模式下,X轴+、X轴-、Y轴+、Y轴-按钮不起作用。
(7)只有在自动模式下,设备做冲孔运动。
(8)只有在定位气缸1和定位气缸2检测到位2S后,方可做冲孔运动。
(9)待定位气缸缩回1.5S后,步进电机运行转塔部件转动换模。
(10)冲孔时交流电机以中速20HZ运行,复位时交流电机以低速10HZ运行。
注意:
(1)设计的程序不仅要保存在指定的计算机文件夹下,还需将程序下载到PLC中。
(2)联机调试程序时,需取下上模盘模具。
(3)选手自认为程序已设计调试好,可举手示意裁判并运行演示,以便裁判评分工作。
任务8、设备联机总调试,并进行故障排除
根据机械设备的工作原理及电气控制要求结束以上7个任务后,将任务6和任务7完成的触摸屏工程和PLC控制程序分别下载到触摸屏和PLC中进行联机调试,并排除所有故障,保证设备能正常运转,达到机械设备的预期效果。
1.调试皮带张紧度,其下垂量≤15mm。
2.装好X轴电机、交流电机、链条、齿轮防护罩。
3.在上模盘无上模的情况下试运行设备,保证设备能正常运转且工作流程正确。
4.在试运行设备无误且工作流程正确后,装好上模盘模具,在无毛坯的情况下运行设备试加工,保证模具冲孔顺畅无卡死现象。
5.试加工无误后,放上毛坯运行加工,加工出的零件尺寸、孔型、加工孔的顺序与图纸(附图五)一致。
6.排除故障(共三个故障):
序号 |
故障现象 |
解决方法 |
裁判确认 |
举手 |
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
|
选手签字
注:
1.在竟赛过程中,备注项中有“ ”标记的,表示选手已完成该项目内容,示意裁判,在裁判的监督下测量出数值并记录或电气测试结果,该数值只有一次测量机会,一经确定不得修改;电气测试结果不合格也不得修改,并作为该项目的评分依据。
”标记的,表示选手已完成该项目内容,示意裁判,在裁判的监督下测量出数值并记录或电气测试结果,该数值只有一次测量机会,一经确定不得修改;电气测试结果不合格也不得修改,并作为该项目的评分依据。
2.试车时必须得到裁判的允许后,才能通电试运行;若装配不完整,则不允许试运行,试车项不得分。
3.在测量过程中,如裁判发现选手测量方法或选用工具不合理、不正确,可判定该项目未完成并不得分。
4.所有项目的监督检测时间都纳入竞赛时间,不另行增加时间。
5.未经裁判签名核实的数据都是无效数值,该项目不得分。
6.考试结束时应在选手签字一栏中签上选手工位号,以确认自己的竞赛过程。
附图五 送料装置(二维工作台)冲孔轨迹图